
今天是个值得庆祝的日子,因为收到来自PLC群大佬的投稿了
下面就看看勇哥上个项目的笔记:【光栅尺】
码字不易,请各位看官仔细耐心阅读,文后附上源代码的免费获取方式。觉得有帮助的小伙伴们,记得一键三连哦!
1摘要
本文主要介绍了如何使用ET200SP工艺模块连接光栅尺实现手动操作(无工艺对象)的测量功能。其中对光栅尺的输出信号、工艺模块的组态和配置以及相关的接线做了简要的介绍。
2简介
ET200SP工艺模块介绍
常见的两种工艺模块分别为TM Count 1x24V(6ES7138?6AA01?0BA0)和TM PosInput 1(6ES7138?6BA01?0BA0)。这两种工艺模块都可以作为运动控制的位置检测。
根据光栅尺类型来选择工艺模块的时候需要明确如下两点:
(1)光栅尺本身的供电电压等级,24VDC还是5VDC?
(2)光栅尺输出的信号的电压等级,24VDC还是5VDC?是否差分电压形式传送?
工艺模块TM Count 1x24V只可连接24V增量光栅尺和24V脉冲光栅尺,可以为光栅尺提供24VDC供电,只可以接收电压等级为24VDC的输出信号;而工艺模块TM PosInput 1可连接RS422/TTL 增量和脉冲光栅尺以及SSI绝对光栅尺,可以为光栅尺提供24VDC或5VDC供电,可接收电压等级为5VDC的输出信号。
以下为两种工艺模块和光栅尺的接线示意图。
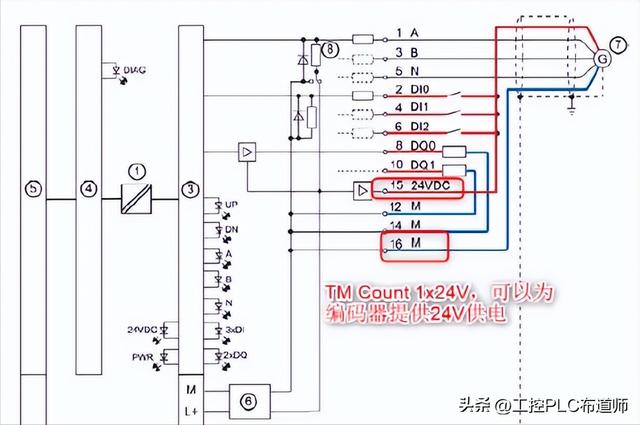

图2-1工艺模块TM Count 1x24V方框图
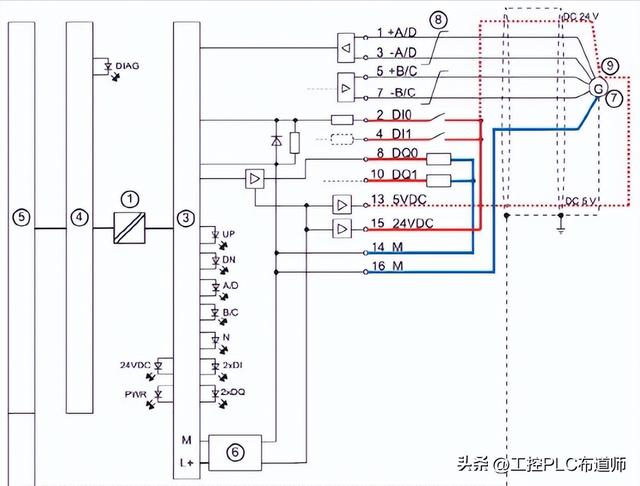
图2-2工艺模块TM PosInput 1 与SSI 绝对光栅尺相连的方框图
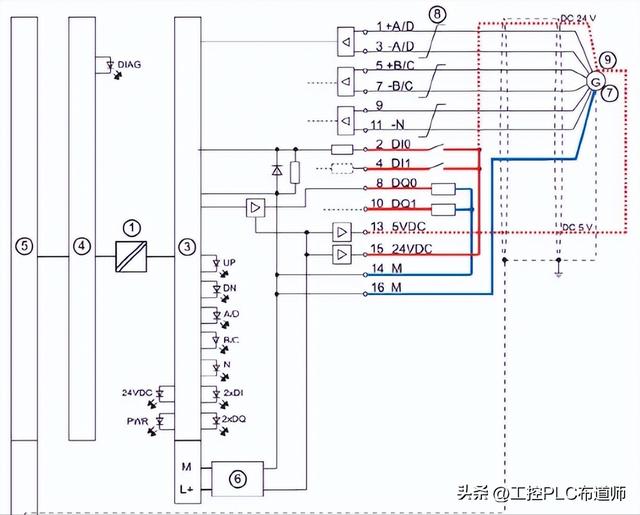
图2-3工艺模块TM PosInput 1 与RS422增量光栅尺相连的方框图
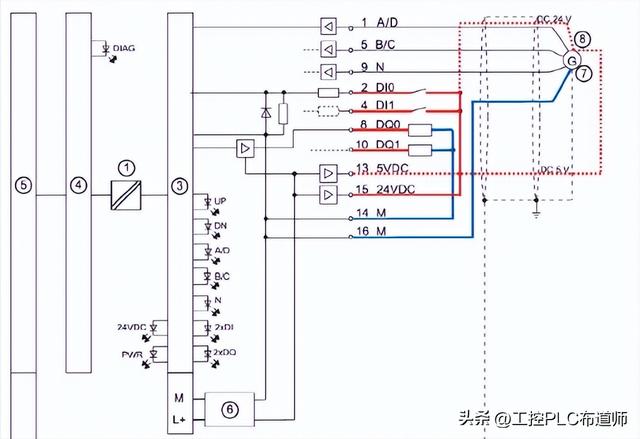
图2-4工艺模块TM PosInput 1 与TTL增量光栅尺相连的方框图
3应用项目配置示例
以ET200SP 工艺模块TM Count 1x24V连接24V增量光栅尺为例说明工艺模块是如何采集光栅尺信号来实现测量功能。PLC使用CPU 1512SP-1 PN,工艺模块作为IO模块布置在ET200SP IO系统机架。

图3-1 CPU和工艺模块配置图
3.1工艺模块配置
在硬件配置中添加工艺模块到模块机架中,在设备视图下单击所需模块,对该模块的工作模式做参数配置。
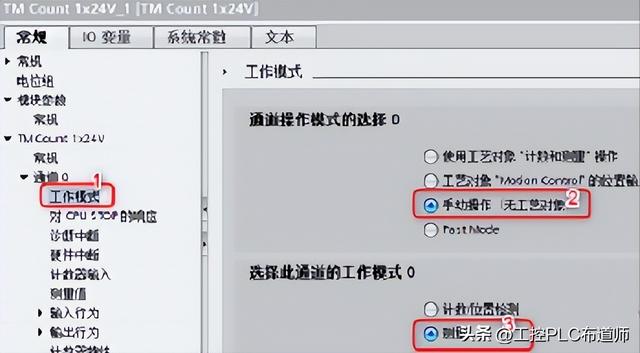
图3-2 工艺模块工作模式配置图
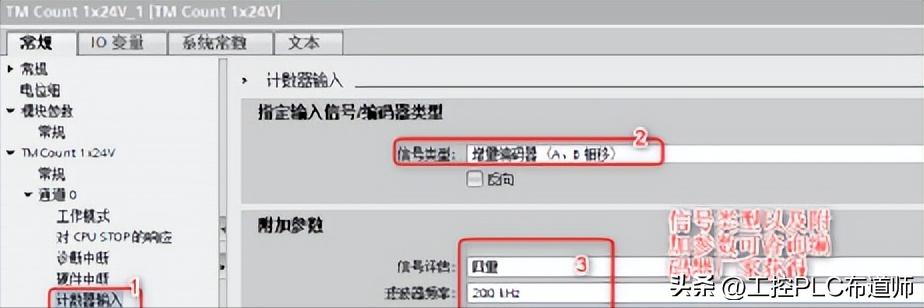
图3-3 工艺模块计数器输入配置图
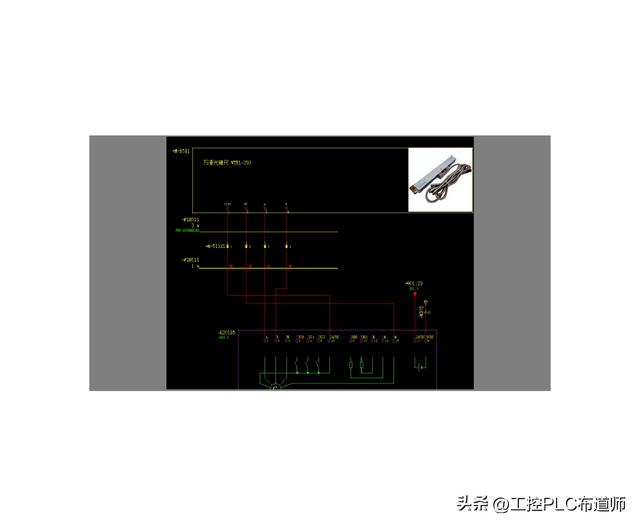
3.2光栅尺和工艺模块接线
3.3程序代码解析
通过OB调用FB114/DB114,再通过FB114以多重背景的方式调用FB21。对于常规的应用,可参考下图对FB21的多个输入和输出引脚进行信号关联。
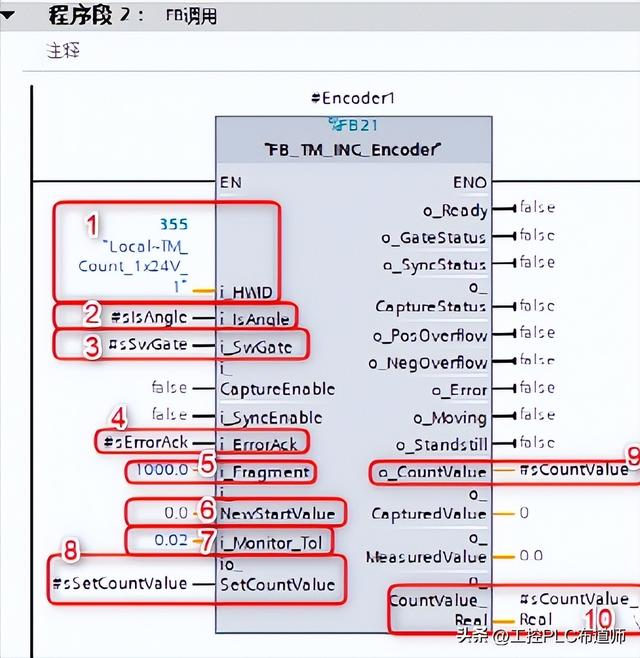
图3-4 核心功能块的调用图
1号红框中连接的是工艺模块的硬件标识符,如下图。

2号图框中连接的变量,值为TRUE,表示角度测量;值为FALSE,表示位移测量。
3号图框中连接的变量,值为TRUE,表示软件门打开,光栅尺启动测量,测量过程中需要一直为TRUE。
4号图框中连接的变量,值为TRUE,可清除光栅尺错误,无需一直为TRUE。
5号图框中连接的变量可以理解成光栅尺本身的参数“线数”,做工程量转换的时候需要用到,本例定义成1000.0,意味着1000个计数脉冲表示1mm。
6号图框和8号图框中的变量两者配合起来使用。当6号图框中变量为TRUE时,会将光栅尺测量值初始化为8号图框中的变量值,故通常8号图框中的变量值设为0.0。
7号图框中连接的变量为测量监视窗口公差值,通常会比较下一个扫描周期的测量值是否在上一个扫描周期的测量值的公差范围内,如果一段时间后仍然在,表示测量完成。
9号图框中连接的变量记录着光栅尺的当前计数器值。
10号图框中连接的变量记录着经过工程量转换后的光栅尺的当前位移或角度。
资源获取方式:
1.关注今日头条:工控PLC布道师
2.私信发送关键词:实例 即刻获取资源


如若转载,请注明出处:https://www.daxuejiayuan.com/45681.html
相关推荐
-
闲鱼上的到手刀是什么意思(闲鱼手刀啥意思)
刚开始在闲鱼卖东西没多久!就遇到了很多奇葩事!其中最让人头痛的就是收到货明明很满意却表现出不满意的样子鸡蛋里挑骨头!俗称“到手刀”对付这样的人有的时候真的是没办法,也不想来回折腾!…
-
h5短视频源码合集(h5短视频系统源码)
短视频矩阵管理系统—抖音矩阵管理系统/抖音矩阵源码 短视频矩阵管理系统,经过近一年多的研发,上线后非常受欢迎,目前已经有数千家企业选购并使用。 短视频矩阵管理系统主要功…
-
vps论坛国外(vps论坛 腾讯云)
前言 近些年国内不断地举行大大小小的网络安全攻防演习,目的在于加强各大组织机构的网络安防力量,提升国民网络安全意识,但每次都会传出一些“惨绝人寰”的消息:某某机构内网被攻击方打穿,…
-
淘宝抢单软件叫什么(淘宝抢单软件加速器)
抢茅台,抢球鞋,特惠秒杀,明星周边…… 明明网速很快 甚至提前调好了闹钟 为啥你还是抢不到! 有没有一种可能 与你竞争的根本不是“人”! 网购市场竞争激烈,面对限量商品、网红低价产…
-
息国,息国夫人
地名往往背后有着一段故事,可能是因为某个人,也可能因为某件事。地名伴随着朝代的更替、制度的变迁可能发生改变,一些古老的地名,往往能勾起一段历史的记忆。 河南有这样一个县,它的名字用…
-
单反排行(单反排行榜2020)
我觉得,最近这个栏目应该临时调整为《4月什么相机能买到?》。目前明确官方旗舰店发不出货的,已经有尼康了。富士则把发货地临时调整到苏州,个别型号终于能发货了。索尼有些相机也处于缺货状…
-
徕卡m8还有买的价值吗(徕卡m8怎么样)
要说这两天科技圈最爆炸的事件莫过于小米和徕卡的官宣合作,一个是德国影像品牌真OG,一个是国产高端手机代表,连央妈都报道了两者的强强联合,作为一个摄影爱好者,我也蛮期待小米和徕卡能碰…
-
免费源码下载网站有哪些(免费源码下载资源网)
事前声明:虽然先前已经做了不少详细说明兼释出最大的善意来帮大家理解本Blog,但一些不良作妖的现象始终断断续续的存在,既然怎么做都难以避免那么这里就重点补充一下且该声明以后也一直放…
-
俄罗斯动态(俄乌局势进展)
俄乌战事经经历数月,俄罗斯一直都掌握着高精度远程导弹武器,乌克兰始终苦苦应对,并在一个月左右就快速失去了对赫尔松地区的控制权。目前俄军已经扩大了对乌的进攻范围,并且集中力量开始攻打…
-
新零售系统软件(零售管理系统哪个软件好)
什么叫新零售系统,新零售的特点是什么,相信不少人对新零售都略有耳闻,但是却不知道到底是什么。简单来说,新零售,就是企业以互联网为依托,通过运用大数据、人工智能等先进技术手段,对商品…