
推荐理由
完整案例结合3D图档。
脉冲器天线管产品见图1,产品最大外形尺寸为249.37 mm x ?40.88mm mm, 塑件平均胶位厚度2.20 mm,塑件材料为PC,缩水率为1.006,塑件质量为41.13克。塑件技术要求为不得存在披峰、注塑不满、流纹、气孔、翘曲变形、银纹、冷料、喷射纹等各种缺陷。
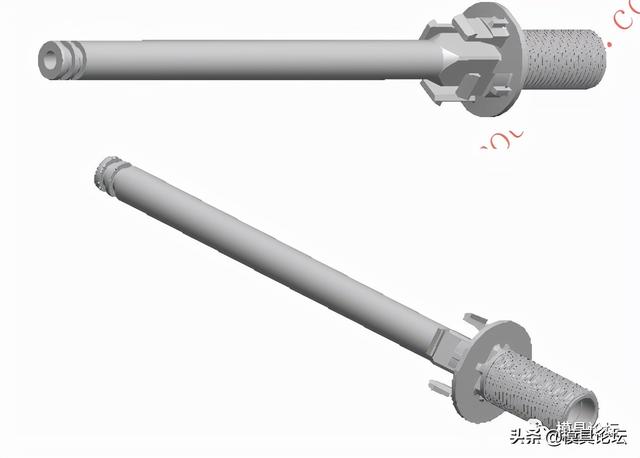

图1 脉冲器天线管产品图
从图1可以看出,塑件结构造型为圆杆形,内部有通孔,大端内孔有台阶。细部外径处有两个窄槽,大端外径有螺纹,靠近大端处有一圆盘,圆盘一侧有4个卡钩,呈90度均布。大端的4个卡钩需要设计滑块抽芯。小端的2个环形窄槽,从模具设计的角度看,完全可以利用前后模开模成型,最终采用滑块成型,其主要目的是便于尺寸调节,另一个目的是通过滑块成型后,开模时,左右哈夫滑块脱离塑件,塑件对后模具的包紧力小,便于塑件顶出。模具设计3D图见图2.
模具设计型腔排位为1出2,由于塑件结构细长,抽芯距离大,采用油缸抽芯,模具设计排位通常采用1出2,最多也可以设计成1出4的模具。模胚为仿HASCO尺寸系列的396×446模胚。HASCO模胚在尺寸方面的特点是模板的尺寸数字尾部带6,模板厚度也是带6,例如36,46等。与之相对应地,导柱导套的结构以及安装部位挂台的尺寸都自成体系。
模具浇注系统设计采用单个热嘴进胶,熔融塑料流动到分型面后,再以潜伏式浇口进入到塑件的大圆盘边缘,见图3所示。
塑件的内孔需要设计细长滑块抽芯。一般对于中小型模具来说,抽芯距离超过70mm就很难利用斜导柱抽芯了。过于细长的斜导柱会显得刚度和强度不足,而且伸出模具外面,存在一定隐患。这时需要利用油缸驱动滑块来解决抽芯问题。主要注意的是对于出口欧美国家的模具,细长型芯(又叫中子)需要采用日立金属的TDAC钢材加工,采用数控车床加工,并在内部通入冷却运水,以保证注塑生产连续稳定地进行。
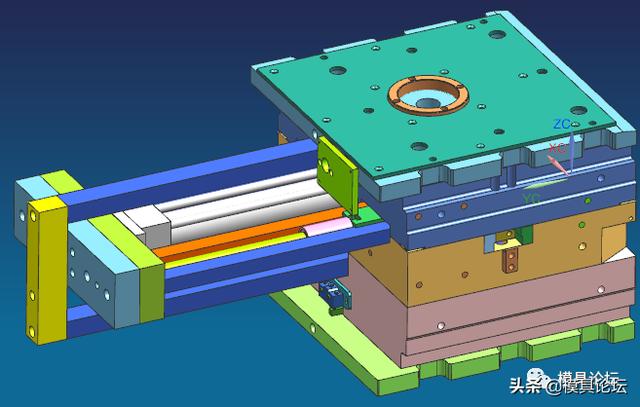
图2 模具3D图
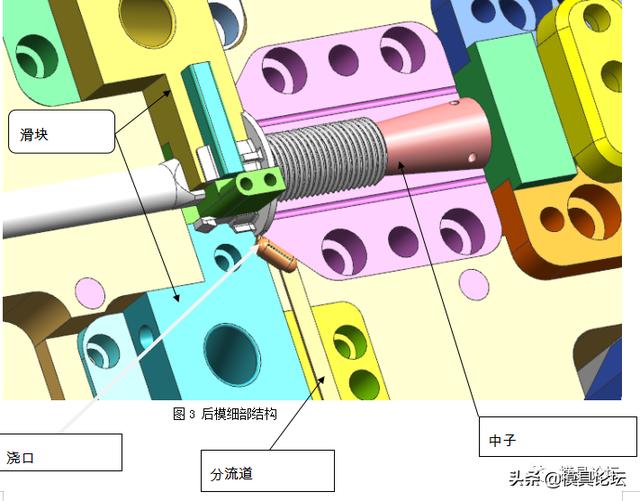
图3 后模细部结构
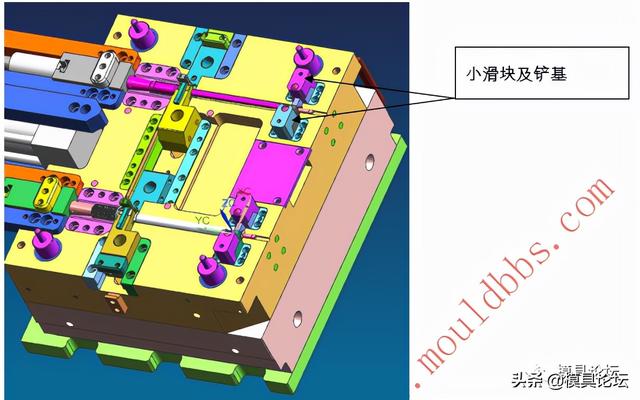
图4 后模图
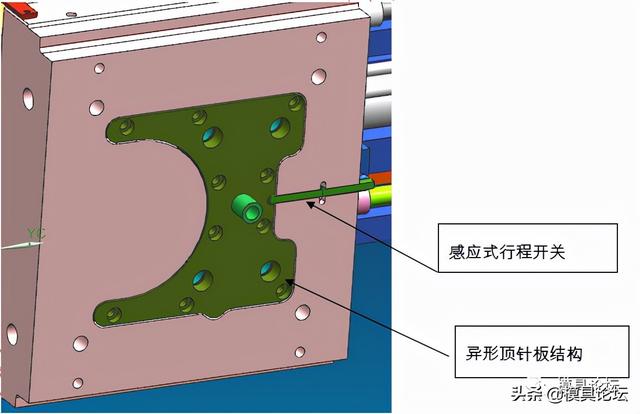
图5 异形顶针板结构
除了细长型芯内部设计冷却运水之外,在前后模具均设计了多条冷却回路。在模具面板设计了隔热板,有效阻断模具与注塑机的热交换,有利于正常注塑生产。
一般模具的顶针板均为长方形,便于批量生产。在欧美国家,追求较长的模具寿命时,为了使模具长期使用不会变形,会加强模具的刚性设计。在注塑压力作用下,模板受力最大的当属B板,为了增加B板的刚性,往往需要增加其厚度。另一个关键点是增加B板底部方铁的支撑面积,将方铁与动模底板设计在一体,同时设计四周环绕成一个整体的推杆箱,DME模胚就是这样增加刚性的。
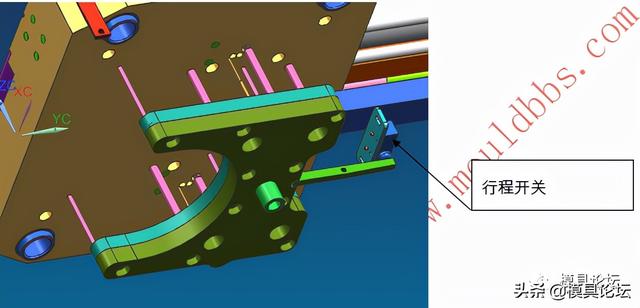
图6 顶针板结构
塑件的顶出采用顶针顶出,顶针在中子的底部,因此需要设计先复位机构,同时设计行程开关,见图5所示。
模具论坛版权所有
PS:点击下方链接下载完整图档
《脉冲器天线管注射模具设计+3d》-『 注塑模具』 – Powered by Discuz!


如若转载,请注明出处:https://www.daxuejiayuan.com/19635.html
相关推荐
-
四川学法考试平台(全国人试考试服务考试平台)
今天是2022年5月18号,新冠病毒在不知不觉中已经开始第三年了,从最开始的无所适从,到现在的已经可以临危不乱,有条不紊的安排家人的生活和自己的工作,在不给国家添乱的情况下,还能保…
-
昆山人才市场官网如何注册(昆山人才市场官网客服)
诚挚欢迎海内外英才来太就业 我们太仓诚意满满! 准备了三重“人才就业大礼包” 快来一起看看哟~ 礼包1来太见面礼包 01 首次来太礼遇 首次来太考察创新创业环境可通过微信一键申领最…
-
wewebp是什么软件ps(webp是什么软件)
一、运行环境 操作系统:Linux、Windows、Unix; 应用服务器:Weblogic、webpshere、Tomcate+JBoss、Apusic、TongWeb; 数据库…
-
sogua(丝瓜怎么样做才好吃)
“I hope I can make a positive difference to anybody who cross path with me.”R/GA 上海副总裁兼上海总…
-
网上送餐(网上订餐平台有哪些软件_)
是不是众包只能跑恶劣天气了? 今天没下雨,吃完晚饭出去跑单,大厅里大多数的单子没超过一块钱一公里,这还正常吗? 同城单和近单没啥好跑的,只能刷着大厅等着。一个晚上从8点开始跑,到1…
-
网站源码吧(网站源码平台)
系统主要组成部分:站点管理、应用管理、会员管理、商城管理、数据统计、控制面板 系统功能: 一、 站点管理 默认站点:新闻资讯、图片分享、视频中心、资源下载、公司介绍 二、 应用管理…
-
淘宝刷分享(淘宝刷分是什么意思啊)
今年以来,有关部门多次开展打击刷单炒信、虚假宣传等不正当竞争行为的专项整治行动,相关平台也出手打击相关流量造假行为。然而在利益诱导下,相关灰黑产仍然“野火烧不尽,春风吹又生”。 记…
-
p2p网贷系统源码 下载(p2p网贷系统源码 php)
一、概念 数据库连接池(Connection pooling)是程序启动时建立足够的数据库连接,并将这些连接组成一个连接池,由程序动态地对池中的连接进行申请,使用,释放。 简单的说…
-
远程监控控制软件(远程网络监控软件)
对越来越多违章用火用电导致的电气线路老化或是出现火灾,为了能够减少危险因素发生以及火灾隐患,搭建智慧用电安全监控管理系统能够帮助企业做好电气实时监控。为了让大家进一步地了解该系统,…
-
照片拼图软件下载免费(base.apk软件下载免费)
微信小程序因为免安装,微信直接打开方便使用而广受欢迎。今天分享8个宝藏级别的小程序,免费好用! 1、行程码 疫情中最常用的小程序,用app需要输入验证码,用小程序直接同步微信信息不…